

High-Capacity Condensate Pump for Supermarket Refrigeration Systems
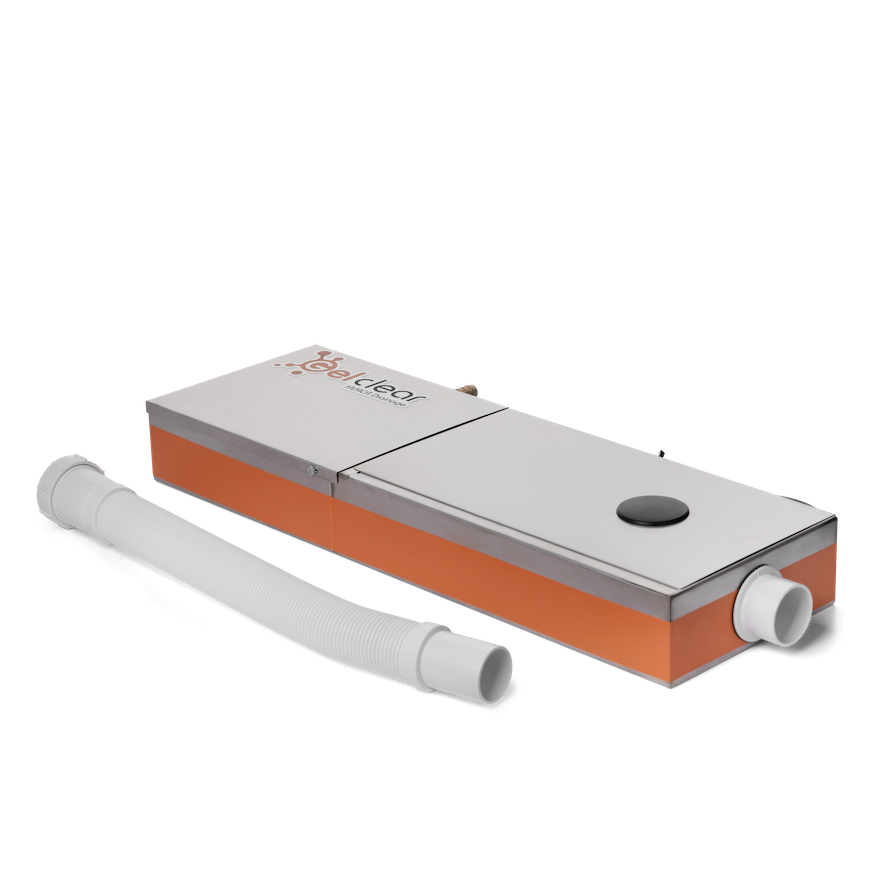
The UCP700 condensate pump is designed for use in supermarket and retail refrigeration environments where performance, durability, and space efficiency are essential. Its low-profile construction allows installation beneath display cabinets while delivering high-capacity pumping performance.
Built with a stainless steel body, the pump is engineered to withstand demanding conditions and provide reliable long-term operation.
High Performance Pumping
With a discharge capacity of up to 700 litres per hour and a maximum lift of 23 metres, the UCP700 is suitable for handling condensate from multiple refrigeration units.
Low-Profile Design
Measuring just 76mm in height, the pump is designed to fit under low-clearance cabinets, making it ideal for modern supermarket installations.
Flexible Installation
The unit supports multiple inlet configurations, including top, end, and side entry, allowing it to adapt to different system layouts and installation requirements.
Key Features
- Stainless steel construction for durability
- Discharge capacity up to 700 litres per hour
- Maximum lift height of 23 metres
- Low-profile design (76mm height)
- Multiple inlet connection options
- Pre-fitted power and alarm cables
- IP44-rated protection
Complete Installation Kit
The pump is supplied with a comprehensive set of installation components to simplify setup and support long-term maintenance:
- 500mm flexible drain connector
- Drain testing dye for leak detection
- Tank connector for pump connection
- 40mm test bung
- Discharge hose clip
- Condensate drain tablet for biofilm prevention
Installation and Maintenance Benefits
- Supports fast and efficient installation
- Helps detect leaks during setup
- Simplifies future servicing with flexible connections
- Includes components to improve system reliability
Applications
- Supermarket refrigeration cabinets
- Retail display cooling systems
- Commercial refrigeration installations
Key Benefits
- High-capacity performance for demanding environments
- Compact design for low-clearance installations
- Durable construction for long-term use
- Flexible and easy to install
- Supports reliable condensate management