


Compact Condensate Pump for Retail Refrigeration Cabinets
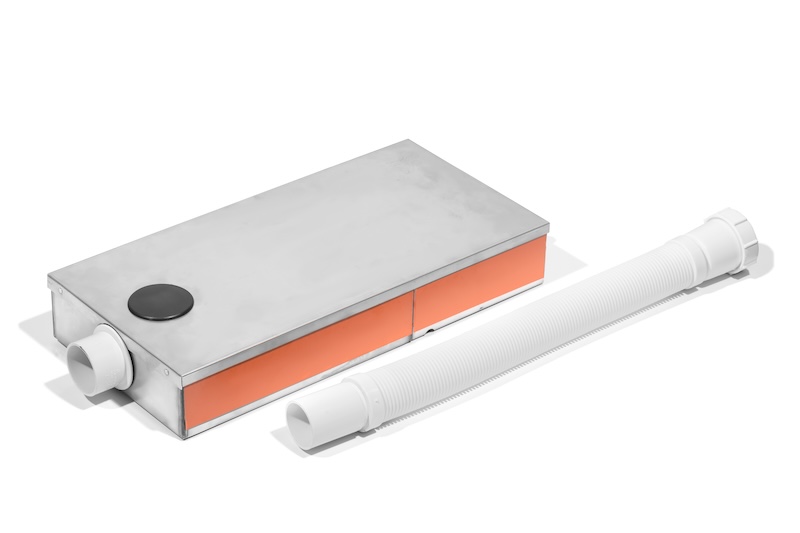
The UCP110v2 condensate pump is designed for use in convenience retail and dairy display cabinets, offering a compact and efficient solution for managing condensate in confined spaces. This updated model features improved performance and enhanced installation flexibility.
With a low-profile design and reduced footprint, the pump is ideal for modern refrigeration units where space is limited but reliability remains essential.
Space-Saving Design
The UCP110v2 is engineered with a slim profile, allowing it to fit into tight cabinet spaces while maintaining high performance. Its compact footprint makes it suitable for installations where traditional pumps may not fit.
Efficient and Intelligent Operation
Designed with energy efficiency in mind, the pump operates with low power consumption while maintaining consistent performance. An integrated monitoring system helps manage water levels and provides high-level alarm functionality for added protection.
Flexible Installation
The unit offers multiple inlet configurations, including top and end entry options, allowing for adaptable installation across a range of cabinet designs. Its flexible connection setup helps simplify both installation and ongoing maintenance.
Key Features
- Compact, low-profile design for tight installation spaces
- Improved performance with reduced footprint
- Low energy consumption (approx. 37W)
- Integrated high-level alarm and intelligent monitoring system
- Multiple inlet options (top or end entry)
- 1/2″ discharge connection for easy integration
- Built-in non-return valve for reliable operation
- Supplied with installation accessories for convenience
Performance Specifications
- Pump Rate: 112 litres per hour
- Maximum Head: 30 metres
- Power Consumption: 37W
Installation and Maintenance Benefits
- Quick and straightforward installation process
- Accessible design for easy servicing
- Flexible connections for future maintenance
- Supplied with components to support system setup
Applications
- Dairy and convenience retail display cabinets
- Commercial refrigeration units
- Supermarket refrigeration systems
Key Benefits
- Ideal for compact refrigeration environments
- Reliable condensate management
- Energy-efficient operation
- Easy to install and maintain
- Designed for long-term performance